
Química de especialidades: controlo de emissões e soluções de baixo carbono
A química de especialidades enfrenta os desafios prementes da transição energética e de regulamentações cada vez mais rigorosas. Para lhes responder, o desenvolvimento de processos descarbonizados é uma prioridade estratégica com capacidade de dar resposta a estes desafios. A Air Liquide acompanha a atividade deste setor com soluções especializadas em inertização, controlo térmico de alta precisão e gases certificados de baixo carbono, essenciais para atingir os objetivos ambientais e aumentar a segurança operacional.
As nossas soluções para alcançar os objetivos de descarbonização do sector da indústria química de especialidades







Precisa de mais informações sobre as nossas soluções para o sector da indústria química de especialidades?
Os nossos especialistas acompanham-no ao longo do seu projeto, propondo-lhe as soluções mais adaptadas às suas necessidades.
Responder aos desafios que o sector enfrenta
Com a sua equipa de especialistas, a Air Liquide apoia todos os seus clientes na implementação destas aplicações, desde a fase de arranque até à fase de produção.

Inertização de sistemas
Sistemas fechados
A utilização de gases inertes a alguns bar de pressão, tais como o azoto, árgon ou o CO₂ (utilizado para a inertização de sistemas que funcionam em circuito fechado, em centrais nucleares ou combustíveis sólidos), é essencial para proteger os produtos químicos dos riscos de perda de qualidade ou de explosão associados à presença de oxigénio ou de humidade no ar.
Os tanques ou reservatórios de armazenamento a inertizar são inicialmente purgados para assegurar uma redução da concentração de oxigénio preenchendo o espaço desocupado no interior dos tanques de armazenamento (teto) e, posteriormente, mantê-la a níveis que permitam evitar explosões, garantindo a segurança das instalações ou a oxidação dos produtos.
Sistemas abertos
As tremonhas das máquinas de extrusão de plástico ou as câmaras de reticulação de tintas à base de água para impressão de películas de plástico têm de ser inertizadas por razões de qualidade ou de produtividade.
A especialização da Air Liquide baseia-se no domínio total do fluxo de inertização, desde o fornecimento das moléculas de azoto, árgon ou CO₂ até à sua injeção precisa nos reatores ou reservatórios. O grupo concebe skids de inertização por medida, verdadeiras interfaces de regulação que, devido ao seu design, estabilizam a atmosfera protetora graças a uma expansão de alta precisão — operando a alguns bar de pressão — e a uma instrumentação completa integrável no sistema de controlo da sua instalação. A principal vantagem desta abordagem técnica, focada na engenharia de segurança e na gestão da performance, garante a integridade das instalações de química de especialidades ao manter o nível de oxigénio abaixo do limiar de explosividade e de oxidação.

Arrefecimento de reatores por criogenia
A indústria química de especialidades requer uma regulação rigorosa das reações exotérmicas para garantir a qualidade dos produtos, bem como a segurança das instalações.
O funcionamento de sistemas de arrefecimento de reatores convencionais que utilizam água glicolada, ou sistemas de frio mecânico, não é possível em condições inferiores a -40 °C ou quando a exotermicidade da reação exige uma potência de arrefecimento instantânea.
Uma falha na regulação térmica gera condições críticas:
- Deterioração dos produtos e aumento das impurezas.
- Riscos de embalamento que põem em causa a segurança industrial.
- Consumo excessivo de energia para estabilizar o sistema.
A utilização de azoto líquido, um fluído criogénico a muito baixa temperatura, como agente de arrefecimento de reatores responde a estas problemáticas devido à sua grande reserva de potência de frigorias. As unidades de arrefecimento ALASKA™ da Air Liquide dominam a regulação térmica através de um fornecimento controlado de azoto líquido.

Recuperação de compostos orgânicos voláteis (COV)
A Air Liquide propõe duas tecnologias necessárias para a recuperação de COV:
- a condensação criogénica para caudais de efluentes tipicamente inferiores a 5000 m³/h e concentrações de COV superiores a 1%. O azoto líquido utilizado para o arrefecimento não está em contacto com os compostos orgânicos e é adequado para que possa ser reutilizado sob a forma gasosa;
- a adsorção em carvão ativado com regeneração de azoto gasoso para fluxos de efluentes maiores, normalmente superiores a 5000 m³/h e concentrações de COV inferiores a 1%. Os componentes adsorvidos no carvão ativado são recuperados sob o efeito do calor numa corrente de azoto, seguido de uma dessorção sob vácuo.
As principais vantagens destas duas soluções face às soluções convencionais:
- A condensação criogénica permite recuperar solventes em concentrações elevadas com elevada eficiência.
- A adsorção por carvão ativado é ideal para tratar grandes caudais com baixas concentrações de solventes.

Fornecimento fiável e à medida das necessidades
Empenhada na transição energética, a Air Liquide implementa soluções e aplicações pragmáticas para descarbonizar a indústria. A produção de hidrogénio baseia-se agora na captura de CO₂ (SMR combinado com Cryocap™), na utilização de biometano e na eletrólise da água alimentada por energias renováveis. Para o oxigénio e o azoto, a Air Liquide privilegia a produção on-site sob a forma gasosa. Esta abordagem é energeticamente mais eficiente do que a liquefação criogénica tradicional, permitindo assim reduzir a pegada de carbono global, assegurando simultaneamente um fornecimento contínuo e minimizando o impacto ambiental do transporte.

ECO ORIGIN™
A descarbonização dos fornecimentos (Anbito 3 / Scope 3) é um desafio regulamentar fundamental por parte da indústria química.
A Air Liquide responde a esta problemática com a solução ECO ORIGIN™, uma oferta de gases (oxigénio, azoto, árgon, CO₂) produzida exclusivamente a partir de energias renováveis ou de fontes biogénicas, contribuindo para a redução da pegada ambiental.
Esta solução permite reduzir uma alta percentagem (87%) da pegada de carbono dos gases integrados nos processos. Este desempenho é mensurável e rigorosamente certificado de acordo com as normas ISO 14020/14021 e ISO 14067, garantindo assim a fiabilidade e a conformidade dos balanços de carbono industriais.
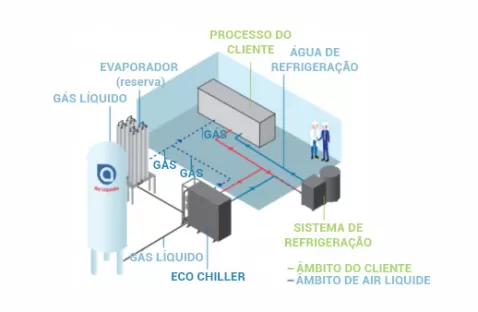
Eco Chiller
A vaporização de gases líquidos e o arrefecimento de processos industriais são duas operações com um elevado consumo de energia elétrica. A Air Liquide implementa o Eco Chiller, um potente sistema automatizado de arrefecimento industrial e de recuperação de energia criogénica.
O princípio de funcionamento deste permutador térmico é simples: valoriza as frigorias libertadas pela vaporização do gás para arrefecer a água de processo do cliente, num circuito em anel (loop). Este equipamento permite, assim, vaporizar o gás sem recurso a eletricidade e reduzir a carga energética das unidades de arrefecimento industriais.
Esta redução direta significativa do consumo elétrico diminui as emissões de CO₂ associadas ao Âmbito 2 (Scope 2), atuando em perfeita complementaridade com a redução do Âmbito 3 (Scope 3) permitida pela utilização dos gases de baixo teor de carbono ECO ORIGIN™.
Precisa de mais informações sobre as nossas soluções para o sector da indústria química de especialidades?
Os nossos especialistas acompanham-no ao longo do seu projeto, propondo-lhe as soluções mais adaptadas às suas necessidades.
Também lhe poderá interessar…




Tem alguma pergunta sobre as nossas soluções para o sector da indústria química de especialidades? Preencha o nosso formulário de contacto.
Os nossos especialistas responder-lhe-ão o mais brevemente possível.
Soluções de gases para todos os setores da indústria química
- Soluções de gases para a indústria química
- Refinarias: transição energética e redução das emissões
- Petroquímica: transição energética e sustentabilidade
- Química de base: transição para um futuro sustentável
- Recuperação dos vapores de GNL com azoto líquido
- Enriquecimento em oxigénio das unidades Claus
- O CO₂ como agente de formação de espuma para o poliuretano e os plásticos
- Fabricação de peças de plástico moldadas por injeção de azoto