Corte por plasma
Descubra o universo do corte por plasma: processo, domínios de aplicação, precauções.
O plasma utiliza-se nos setores da soldadura e do corte. A Air Liquide, um líder mundial de gases, explica-lhe o sistema de corte por plasma.
Leitura: 3 min

O que é o corte por plasma?
O termo plasma é utilizado para designar o 4º estado da matéria: um gás ionizado composto por iões e eletrões.
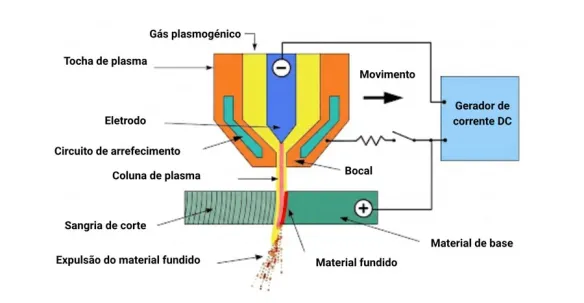
O jato de plasma obtém-se por meio de um arco elétrico sob fluxo gasoso que se estabelece entre um elétrodo infusível (cátodo), cuja natureza depende das configurações (tungsténio, zircónio, háfnio), e a peça a cortar (ânodo) ao passar por uma tubagem de secção reduzida que comprime o arco, conferindo-lhe assim as características térmicas e dinâmicas necessárias para o corte: temperatura que atinge os 30 000 °K e uma elevada densidade energética e a energia cinética (velocidade supersónica > Mach 1). Estes elementos são maioritariamente consumíveis e são substituídos regularmente.
A movimentação da tocha e do bico a uma distância sensivelmente constante da superfície da chapa forma um canal de corte com capacidade para realizar a operação de corte de acordo com a forma pretendida em processo manual ou automático, e em função da alimentação (contínua, com o auxílio de um gerador incluído no posto que transforma a corrente alternada em corrente contínua, com uma tensão aproximada de 300/400 V em circuito aberto ou alternada).
O corte por plasma, tal como a soldadura por plasma, é um processo que tem como fonte gases de plasma a fim de criar um arco de plasma. Os gases secundários ou anelares em função das configurações possibilitam a obtenção de prestações elevadas ao nível da velocidade e qualidade, aumentam o desempenho e evitam a deformação de peças.
Ao contrário do oxicorte, o corte por plasma não recorre à combustão para produzir o calor. Este aquecimento vai provocar a fusão da peça a cortar localmente.
Os principais gases que podemos encontrar são:
- Em gás de plasma: oxigénio, árgon/hidrogénio, azoto.
- Em gás anelar: azoto, oxigénio, ar comprimido, misturas árgon/hidrogénio, metano, dióxido de carbono ou, por vezes, água.
A Air Liquide é um fornecedor de gases. A Air Liquide possui uma gama de gases de referência, para além de uma gama de gases técnicos, com maior precisão em relação às necessidades específicas do soldador (criada a pedido para a concretização de cada projeto específico de corte). Os teores máximos de impurezas são garantidos e apresentam muitas vezes uma percentagem mais baixa dos valores recomendados nas normas. As garrafas de gases de soldadura e corte fornecidas pela Air Liquide podem ser equipadas com regulador integrado que permite também fazer um controlo rápido do estado da garrafa (aberta/fechada).
Breve história do processo de corte por plasma
O corte por plasma nasceu na década de 1950 como uma evolução direta da soldadura TIG (GTAW). Os engenheiros perceberam que, ao constringir o arco elétrico através de um bocal estreito e aumentar o caudal do gás, o processo deixava de apenas unir o metal e passava a cortá-lo com grande eficácia, surgindo como alternativa ao oxicorte para processar aço inoxidável e alumínio.
- Década de 1960: descobriu-se que era possível utilizar ar comprimido em vez de azoto puro como gás plasmogénico, reduzindo drasticamente os custos. No entanto, as máquinas ainda eram grandes, lentas e limitadas a cortes repetitivos em produção em massa.
- Década de 1970: a introdução dos sistemas automatizados por computador (CNC) trouxe flexibilidade ao processo. Deixou de ser necessário usar moldes físicos, passando a ser possível cortar qualquer forma geométrica complexa a partir de instruções digitais.
- Era Moderna (Anos 1980 até hoje): o processo deu o grande salto com o desenvolvimento das tochas de alta definição e sistemas de dupla proteção gasosa. Hoje, o jato de plasma é tão estreito e focado que garante velocidades muito elevadas, cortes perfeitamente perpendiculares e superfícies limpas, quase sem escória.
O processo de corte por plasma consolidou-se como uma ferramenta indispensável em setores exigentes como a indústria automóvel, aeroespacial, construção e fabricação metálica pesada.
Quais são os domínios de aplicação do corte por plasma?
O corte por plasma utiliza-se em diferentes materiais: metais ferrosos e não ferrosos, conhecidos pela sua tolerância ao estado da superfície: oxidação, pintura ou geometria: redes metálicas por exemplo. Este processo é muito apreciado tanto pelas suas prestações de velocidade de corte a custo reduzido como pela sua precisão. Depois da operação de corte é possível fazer uma maquinagem.
As máquinas de corte por plasma são capazes de cortar diferentes tipos de materiais como o aço (aço inoxidável, aço ao carbono…), inox, alumínio, cobre, de espessuras médias a elevadas e de dimensões variáveis.
Tem alguma pergunta sobre soldadura industrial?
Instalação de corte por plasma
Os equipamentos/instalações de corte por plasma são compostos fundamentalmente por:
- Fonte de alimentação (gerador de corrente): converte a corrente alternada em corrente contínua.
- Tocha de plasma: é a ferramenta que suporta o elétrodo e o bocal, gerando e modelando o jato de plasma. Está dotada de um sistema de refrigeração (por ar ou água).
- Alimentação de fluidos: fontes e reguladores para o gás plasmogénico, o gás de proteção (se existir) e a água ou ar de arrefecimento.
- Cabo de massa: liga o polo positivo do gerador à peça a trabalhar para fechar o circuito.
O corte pode ser manual ou automático.
Tipos de elétrodos para o corte por plasma
Nas tochas de corte por plasma encontram-se os elétrodos, que são fabricados em cobre e possuem um material emissivo na ponta para gerar o arco de plasma. O material desta ponta emissiva depende estritamente da natureza do gás plasmogénico utilizado.
- Elétrodos para gases oxidantes (oxigénio ou ar comprimido): utilizam uma ponta plana formada por uma inserção de zircónio (Zr) ou háfnio (Hf). Durante o funcionamento, a ação do oxigénio cria uma camada superficial cerâmica (óxido de zircónio ou óxido de háfnio) que protege termicamente o elétrodo e evita a sua rápida destruição a altas temperaturas.
- Elétrodos para gases não oxidantes (azoto, árgon ou hidrogénio): utilizam uma ponta fabricada em tungsténio (W), muitas vezes dopado com óxido de tório para melhorar a emissividade. Se o tungsténio fosse utilizado com gases oxidantes, seria destruído rapidamente.
Vantagens, desvantagens e precauções do processo de corte por plasma
Quais são as vantagens dos métodos do corte por plasma?
Os principais pontos fortes da tecnologia do corte por plasma são:
- Versatilidade para um grande tipo de materiais
- Polivalência entre dispositivo manual ou automático
- Qualidade adequada aos investimentos realizados em relação ao oxicorte ou ao laser
As instalações e máquinas de corte por plasma proporcionam um espetro superior de utilização em termos de prestações e de qualidade, oferecendo desta forma como principal vantagem a excelente relação preço/qualidade.
Quais são as desvantagens do processo de corte por plasma?
Embora o corte por plasma ofereça velocidades de processamento imbatíveis e uma excelente versatilidade, o processo apresenta limitações técnicas e operacionais importantes que devem ser tidas em conta:
- Limitações de espessura e perda de velocidade: a velocidade de corte cai drasticamente em espessuras superiores a 25 mm, exigindo maior amperagem, o que acelera o desgaste dos consumíveis e reduz a produtividade em chapas grossas.
- Desafios com metais refletores: alumínio, cobre e latão comprometem a estabilidade do arco elétrico devido à sua elevada refletividade e condutividade térmica, exigindo velocidades reduzidas ou misturas gasosas específicas.
- Inclinação do corte e tolerâncias geométricas: o arrasto do fluxo de gás introduz uma conicidade natural de 1 a 3 graus na face cortada, limitando a precisão dimensional e impedindo faces perfeitamente perpendiculares.
- Exigência de limpeza da superfície: tintas, primários ou revestimentos atuam como isoladores elétricos, obrigando à decapagem prévia da chapa para garantir a correta ignição do arco e evitar a contaminação metalúrgica.
- Custo de consumíveis e ambiente de trabalho: a erosão térmica obriga à troca frequente de bocais e elétrodos, além de o processo gerar forte ruído (85-95 dB) e fumos metálicos pesados que exigem sistemas de ventilação e filtragem industrial para proteção dos operadores.
Quais são as precauções a tomar no quadro do corte por plasma?
A utilização das ferramentas de corte por plasma dá origem a radiações e gases. Na grande maioria dos casos, as máquinas automáticas de corte por plasma dispõem de sistemas de aspiração e de proteção contra as radiações luminosas provenientes do arco. No caso do corte por plasma manual, é obrigatório utilizar equipamento de proteção individual como luvas, máscara, ou calçado de segurança. Devido à formação de gases na operação de corte, é desejável que o trabalho decorra num ambiente arejado ou que beneficie de um sistema de aspiração.
Tem alguma pergunta sobre soldadura industrial?
Quais são as principais diferenças entre oxicorte, corte por plasma e corte a laser?
| Característica | Oxicorte | Corte por Plasma | Corte a Laser |
|---|---|---|---|
| Fonte de energia | Reação química exotérmica (combustão do material ao oxidar-se) combinada com o calor de uma chama de aquecimento. | Arco elétrico constrito forçado através de um bocal, estabelecendo-se através de um gás ionizado (plasma). | Feixe de luz altamente concentrado (Amplificação de Luz por Emissão Estimulada de Radiação), gerado num meio sólido ou gasoso. |
| Densidade de energia | Baixa a média: o aporte térmico é amplo e menos concentrado sobre a superfície da peça. | Alta: a constrição do arco concentra a energia térmica até aos 30 000 °C e fornece uma elevada energia cinética. | Extrema: a energia concentra-se num ponto focal de dimensões muito reduzidas, alcançando densidades de potência excecionais. |
| Materiais que podem ser cortados | Aços ao carbono e de baixa liga, titânio. É impossível de utilizar em aço inoxidável, alumínio e cobre. | Todos os metais condutores de eletricidade: aços ao carbono, inoxidáveis, alumínio, latão, cobre, ferro fundido e titânio. | Polivalente: permite cortar materiais metálicos e não metálicos (madeira, cartão, plástico, cerâmica). É difícil de utilizar em materiais muito refletores. |
| Gases utilizados | Gás combustível (acetileno, propano, metano, etc.) e um gás comburente (oxigénio puro). | Gases de plasma e/ou de proteção: ar comprimido, azoto (N₂), oxigénio (O₂) e misturas como árgon-hidrogénio (Ar/H₂). | Gases de assistência para o corte (oxigénio, azoto, árgon, hélio) e, em equipamentos de CO₂, gases do ressonador (CO₂, N₂, hélio). |
| Velocidade de corte | Lenta: é o processo com menor velocidade de avanço, especialmente à medida que a espessura aumenta. | Alta: é muito mais rápido do que o oxicorte e muito competitivo face ao laser em espessuras médias. | Muito alta: proporciona as máximas velocidades de corte, particularmente em espessuras finas. |
| Deformações geradas | Altas: o seu amplo aporte térmico aquece áreas extensas, produzindo dilatações, contrações e deformações severas. | Baixas a médias: a sua elevada velocidade e concentração de calor limitam as deformações, que podem ser ainda mais reduzidas utilizando corte sob água ou turbilhão (vórtice) de água. | Mínimas: o diâmetro reduzido do ponto focal e as elevadas velocidades de avanço garantem Zonas Afetadas pelo Calor (ZAC) quase inexistentes. |
| Precisão | Baixa a média: a fenda de corte é larga, as arestas superiores podem ficar arredondadas e existe o risco de estrias, escória ou óxidos aderidos. | Alta: permite um trabalho preciso e cortes limpos, expelindo eficazmente o material devido à elevada velocidade supersónica do gás. | Extrema: ideal para trabalhos de altíssima precisão, Hospitalar ou mecânica, produz fendas de corte muito estreitas, faces lisas e uma quantidade mínima de material fundido. |
Que gases são utilizados?
Podem ser utilizados diferentes tipos de gases para o processo de corte por plasma:
- Ar comprimido
- Aplicação: utilizado principalmente no corte manual por ser a opção de menor custo e de fácil colocação em funcionamento. Pode ser usado em aços ao carbono, alumínio e aço inoxidável em espessuras finas a médias.
- Desvantagem: introduz azoto e oxigénio na fenda de corte, produzindo arestas muito oxidadas, rugosas e escuras no alumínio e no aço inoxidável, podendo ainda gerar porosidades se a peça for soldada posteriormente sem uma limpeza prévia.
- Oxigénio (O₂)
- Aplicação: é o gás ideal para obter a máxima produtividade e qualidade de corte em aços ao carbono (estruturais), reduzindo as rebarbas e permitindo elevadas velocidades de avanço.
- Azoto (N₂)
- Aplicação: muito utilizado em instalações automáticas para alcançar cortes de alta qualidade e baixa deformação térmica em aços inoxidáveis e ligas de alumínio de espessuras finas e médias (até aprox. 15-20 mm). Também é usado para cortar aços ao carbono quando se procura uma baixa deformação.
- Misturas de Árgon-Hidrogénio (Ar-H₂)
- Aplicação: são os gases preferidos para alcançar a máxima qualidade em grandes espessuras de aços inoxidáveis (até 110 mm) e alumínio (até 130 mm) — como o NOXAL™ 6 e o NOXAL™ 7.
- Vantagem: o árgon facilita a ignição do arco, enquanto o hidrogénio fornece um alto poder calorífico e atua como redutor químico, produzindo superfícies de corte excecionalmente brilhantes e limpas de óxidos.
A Air Liquide propõe-lhe, para além do fornecimento de oxigénio e azoto para corte por plasma, a gama de gases ARCAL™ Prime e misturas árgon-hidrogénio (ARCAL™ Técnico).
Os especialistas da Air Liquide em corte por plasma estão à sua disposição para responderem a qualquer pedido de informação sobre este procedimento. Não hesite em visitar a página da Air Liquide para estar ao corrente dos meios tecnológicos mais modernos , e onde pode também encontrar as nossas publicações sobre corte e soldagem que se podem descarregar em formato digital. Os nossos especialistas estão igualmente à sua disposição para lhe prestar toda a assistência de que necessita na seleção dos gases, em função dos seus processos e das suas máquinas de corte.
Tem alguma pergunta sobre soldadura industrial?
Descubra as nossas soluções
-

Soldadura industrial
A Air Liquide oferece gases e misturas de gases principalmente à base de árgon para todos os processos de soldadura.
-

Corte industrial
Descubra os processos e técnicas de corte industrial. O corte é uma aplicação utilizada em diferentes campos.
-

ARCAL™
Para soldaduras de qualidade ótima, a gama de gases e misturas ARCAL™ oferece-lhe soluções adaptadas a todos os seus tipos de necessidades.
-

ALbee™ Weld
Procura uma forma fácil de soldar? Quer poupar tempo e dinheiro, em segurança? ALbee™ Weld é a solução.
-

Gases aplicações com chama
Descubra a nossa gama de gases adaptada aos seus processos de soldadura e corte com chama.
-

EXELTOP™
Com EXELTOP™, uma inovação Air Liquide, a garrafa de gás vem equipada com um manorreductor integrado com um duplo estágio de expansão.
Tem alguma pergunta sobre soldadura industrial? Preencha o nosso formulário de contacto.
Os nossos especialistas responder-lhe-ão o mais brevemente possível.
Mais informação
- Corte a laser
- Soldadura por plasma
- Os jatos de corte
- Corte de aço de elevada espessura
- O processo de oxicorte
- O processo de soldadura MIG/MAG (GMAW)
- Capuzes e máscaras de soldadores
- O processo de oxicorte
- Temperatura de fusão de um metal
- Máquina de soldadura
- Metal de adição
- Metal de adição em MIG/MAG
- Processo de arco submerso
- Tochas de soldadura
- Soldadura por resistência
- Soldadura TIG/de metais
- Mistura de gases para a soldadura por fusão
- Defeitos de soldadura
- Soldadura por arco de plasma
- Processo De Brasagem
- Cobre e ligas
Perguntas frequentes
- Em que consiste o oxicorte?
- Como cortar peças por plasma?
- Que gás utilizar para o oxicorte?
- Quais são os sectores que utilizam o oxicorte?
- Como cortar aço?
- O corte por plasma é um processo térmico?
- Como cortar peças a laser?
- Que gás utilizar para cortar aço inoxidável?
- Que gás utilizar para cortar alumínio?
- Como regular o débito de gás em soldadura?
- Qual é a diferença entre os processos de soldadura MIG e MAG?
- Como soldar aço galvanizado?
- Como escolher o gás a utilizar em MIG ou MAG?
- Por que motivo utilizar um fio fluxado?
- Como soldar aço?
- Como soldar alumínio?
- Qual é o impacto da pureza do gás de soldadura e corte?
- Quais são os defeitos de soldadura mais comuns?
- Como soldar aço inoxidável?
- Qual é a diferença entre soldadura e brasagem?
- Como escolher o gás a utilizar em TIG ou Plasma?
- Como evitar o consumo excessivo de gás de soldadura?